Contents
緒言
設計したテストベンチの図面を制作先のおじさんに見せたら、めちゃくちゃ怒られました。ただ、普段机上作業で分からないこともやっと理解できるようになりました。その指摘の中の一点は貫通タップのサイズと板厚の関係についてのことです。細長いネジ穴加工時、タップは折れやすいです。
例えば、Spiralタイプタプで20mmのSS400鉄板にM6の貫通タップ穴を開く場合、大体の40穴ぐらい開いたらタップは折れるでしょうね。勿論ネジサイズ小さくなればなるほど、タップは折れやすくなりますね。特にM4以下は要注意です。
原因
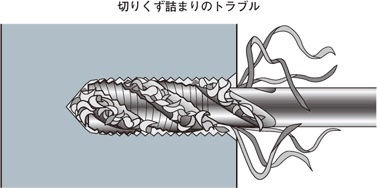
ネジは小径になればなるほど、ねじ切る際切り屑を排出するためのスペースが少なくなり、結局切り屑の詰まりタップは折れてしまいます。また、貫通穴が長くなればなるほど(言わば板厚が厚い)、切り屑詰まってしまう恐れが高まります。
対処法
「細長のタップ穴設計を避ける」
機械設計段階で、タップの破損リスクを考慮した上でタップのサイズを決める。どうしても小径にしなければならない場合、「下穴貫通で、必要分だけタップを切る」のも一つですね。
原則としては、貫通タップ穴の場合、板厚t<=3Mは理想ですね。例えば、M6の貫通タップ穴の場合、板厚は18以下になるのが望ましいでしょうね。
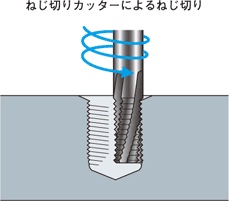
「小径ネジ切りカッターを使用」
小径ねじ切り専用のカッターを使えば、切り屑が細く分断することが可能で、安定したタップ穴加工は可能になります。
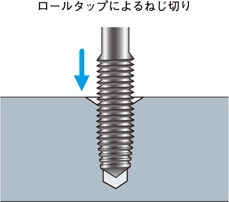
「ロールタップを使用」
塑性変形によりタップを切る時使う削り工具です。切り屑は発生しないため、勿論切り屑の詰まりにより工具破損することはないですが、加工対象の素材は条件ありますので、気をつけてください。